

Presso Cartiera Giusta Srl, azienda che produce carta per uso domestico igienico e sanitario, è stato realizzato un intervento di recupero termico di fumi di processo per la generazione di vapore destinata al processo di essiccazione della carta. L’efficientamento del processo di produzione della carta è stato realizzato mediante la formula contrattuale dell’Energy Performance Contract (EPC), che ha consentito alla cartiera di utilizzare l’energia in modo razionale e di beneficiare di una consistente riduzione sui costi energetici e di un risparmio diretto di circa 50.000 euro all’anno.
Tutti i vantaggi dal recupero dei fumi
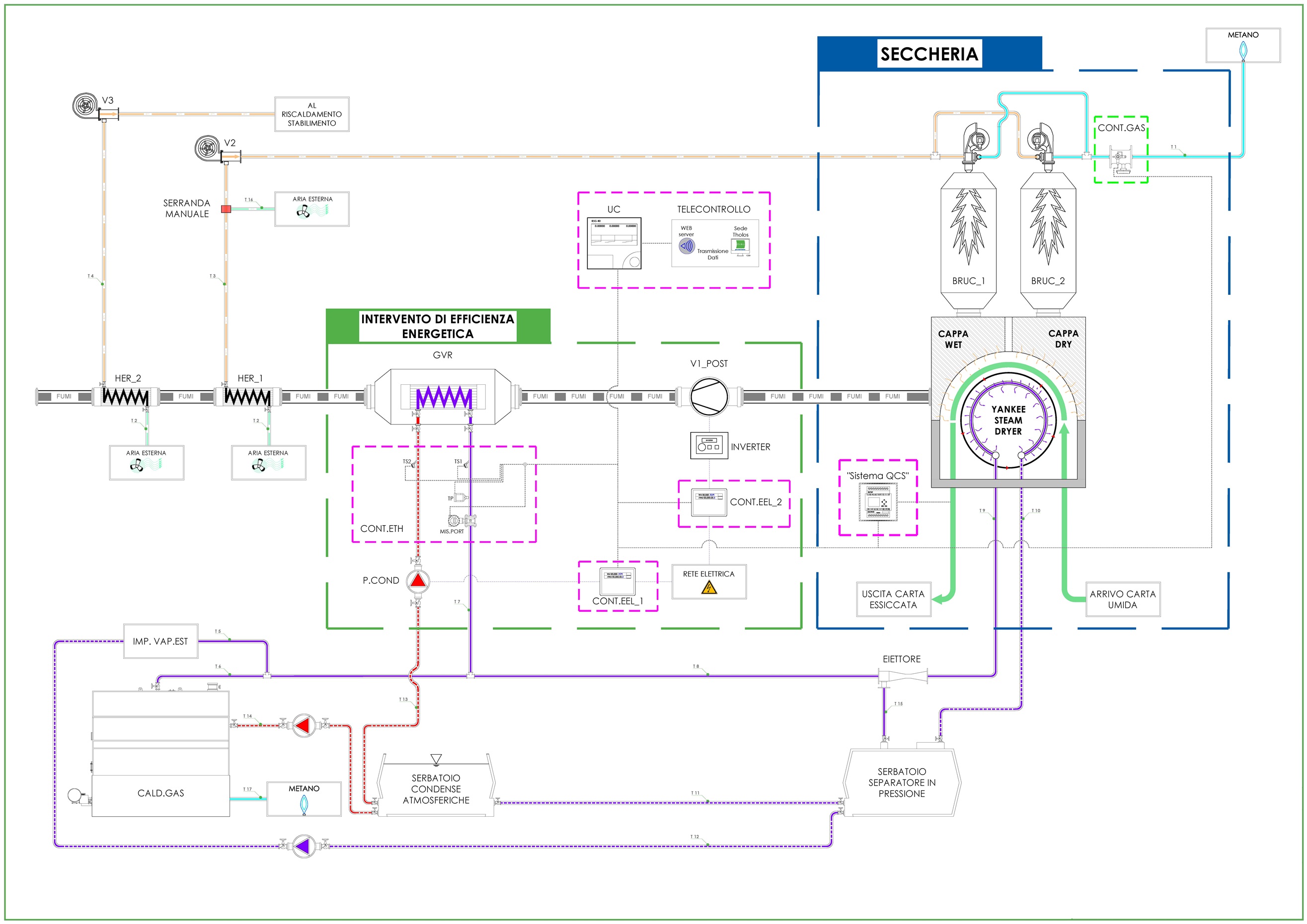
L’intervento presso la cartiera è consistito nell’installazione di un nuovo Generatore di Vapore a Recupero GVR (scambiatore aria/vapore) alimentato dal recupero di cascami termici ad alta entalpia, altrimenti dispersi, costituiti dai fumi provenienti da cappe macchina di asciugamento ed essicazione della carta. La vera peculiarità dell’intervento di efficienza energetica si è basato quindi nel recupero di un calore altrimenti disperso e che la cartiera non aveva mai pensato di riutilizzare, oltre al fatto che ha permesso l’ingresso di una azienda nella white economy, l’economia dell’efficienza energetica e del sistema dei Certificati Bianchi, che dal punto di vista economico rende ancora più vantaggiosi gli interventi volti a un uso razionale dell’energia, poiché si traducono in un contro valore economico che va a sommarsi al risparmio economico derivante dal minor uso di risorse.
Le fasi di produzione della carta
Il processo di fabbricazione della carta prevede alcune fasi, le principali delle quali consistono nella preparazione e raffinazione della pasta attraverso le azioni di spappolamento e sbiancamento e di alimentazione della soluzione fibrosa alla cassa di afflusso per ottenere un impasto fibroso di cellulosa. Quest’ultimo viene successivamente inviato all’ingresso della macchina continua dove avvengono le fasi di formazione del supporto di base, di trattamenti superficiali vari e infine di essiccamento e finitura. Durante le prime fasi del processo l’impasto fibroso viene diluito di circa venti volte, formando una pasta di cellulosa molto umida della consistenza richiesta che viene distribuita sulla tela di formazione tramite un sistema denominato “cassa d’afflusso”. La tela di formazione ha la capacità di drenare velocemente gran parte dell’acqua presente nell’impasto fibroso, trattenendo sulla superficie un foglio di carta estremamente umido. Successivamente questo foglio umido passa sul feltro, un tessuto capace di assorbire umidità dal foglio grazie anche a un sistema di mantenimento del vuoto in particolari sezioni della macchina. Dal feltro la carta passa in un rullo-pressa dove l’umidità della carta arriva a circa il 60%. Infine la carta viene inviata nella cosiddetta “seccheria” nella quale viene realizzata la fase di essiccazione e finitura.
Il processo di essiccazione ante intervento
La seccheria è costituita da un monolucido (Yankee Steam Dryer) e da due cappe di essiccazione (Cappa Wet e Cappa Dry). Il monolucido (del diametro di 3,6 m) è un cilindro di ghisa cavo, su cui viene fatta scivolare la carta da essiccare, che ruota all’interno della cavità formata dalle due cappe di essiccazione. Al fine di realizzare l’essiccazione della carta, sulla cavità del cilindro viene introdotto un flusso di vapore saturo. Le cappe di essiccazione wet e dry sono costituite da due corpi principali che, uniti, formano una cavità entro cui il monolucido viene fatto ruotare. Ciascuna cappa produce aria calda, per mezzo di un bruciatore alimentato a metano, al fine di essiccare la parte superficiale della carta che scivola intorno al monolucido. Prima dell’intervento di efficientamento, la fase di essiccazione della carta avveniva attraverso due effetti distinti: l’effetto di evaporazione derivante dal contatto diretto del foglio con la superficie del cilindro monolucido riscaldato internamente con il vapore saturo, e l’effetto di asciugatura derivante dall’immissione di aria calda ad alta temperatura prodotta da due bruciatori a gas metano, soffiata dalle cappe sulla superficie del monolucido. Dopo aver attraversato la zona di essiccazione, la carta, per essere considerata pronta a essere avvolta in bobine, deve presentare un’umidità residua media del 5% circa. La “fumana” (costituita dai fumi di combustione e da aria umida) in uscita dalla fase di essiccazione viene aspirata da un ventilatore-estrattore e successivamente immessa in atmosfera.
La fase di essiccazione post intervento
Dopo l’intervento di efficientamento la “fumana” non viene più dispersa ma recuperata. Nella situazione post intervento la generazione del vapore utilizzato nel processo di essiccazione della carta è stata affidata a una caldaia a metano alimentata da un impianto di cogenerazione esterno, della potenza resa di 5,6 MW e con un potenziale produttivo di circa 8 tonn/h di vapore saturo a circa 190°C, e a un Generatore di Vapore a Recupero GVR. Tale generatore ha una produzione presunta di circa di 714 kg/h di vapore a 5-13 bar uguali a circa 500 kWth, mentre le ore di funzionamento dei forni sono circa 8.000 (6200 in recupero). L’energia termica prodotta è di 3.100 MWh/anno.

Gli obiettivi di risparmio ottenuti con successo
L’intervento di efficienza energetica è stato progettato nell’ottica di ridurre la dipendenza della cartiera da combustibili fossili, e in particolare dal metano, in favore di un recupero termico gratuito disponibile, senza impegni economici da parte della cartiera stessa. Tholos ha infatti realizzato un investimento di circa 350.000 euro per l’acquisto di scambiatori, sistema fumi, nuove linee vapore, strumentazione di misura, tutti gli ausiliari dell’intervento (come la pompa della condensa), oltre che per la loro installazione e collaudo, le opere di copertura meccanica e le opere edili funzionali all’intervento. L’intervento è stato quindi realizzato da società terze, partner di fiducia, sotto la supervisione e il coordinamento da parte di Tholos.
Antonia Lanari




{kind=link}